Причины возникновения дефектов сварки
Подрезы — это углубления в основном металле. Причина их возникновения — большой сварочный ток и длинная дуга. При выполнении угловых швов основной причиной возникновения подреза будет смещение электрода в сторону вертикальной стенки. Суть в том, что при таком смещении электрода возникает сильный разогрев вертикальной стенки, металл там плавится раньше и стекает на горизонтальную полку, образуя наплывы.
Непровар. Возникновение этого дефекта кроется в малом угле скоса свариваемых кромок и небольшом зазоре между ними. Загрязнение кромок тоже может быть причиной непроваров. При самом процессе сварки непровар может дать недостаточный сварочный ток, завышенная скорость сварки, неточное направление электродной проволоки. Обычно место образования непровара — корень шва. Если применялась автоматическая сварка, то непровары образуются обычно в самом начале шва. Поэтому при автоматической сварке советуем начало сварки проводить на специальных входных планках.
Прожог (сквозное проплавление) возникает из-за большого тока при малых скоростях сварки, из-за наличия большого зазора между кромками. Наиболее часто прожоги образуются при выполнении первого прохода многослойного шва и при сварке тонкого металла. Если под свариваемый шов плохо поджата флюсовая подушка или медная подкладка — тоже может возникнуть прожог.
Наплыв представляет собой затекание жидкого металла непосредственно из сварочной ванны на кромки холодного основного металла. Наиболее часто наплывы возникают при сварке горизонтальных швов на вертикальных плоскостях. Обычные причины наплывов — большой сварочный ток, неправильный наклон электрода, излишне длинная дуга.
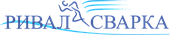
Трещины — самые опасные дефекты, так как создают резкую концентрацию напряжений. Трещины появляются при сварке высокоуглеродистых и легированных сталей в результате слишком быстрого охлаждения. Часто трещины образуются в сварных соединениях жестко закрепленных конструкций. Иногда трещины возникают при охлаждении сварных конструкций на воздухе. Они могут располагаться вдоль и поперек сварного соединения, а также в основном металле, в местах сосредоточения швов и приводить к разрушению сварной конструкции. Причинами образования трещин являются большие напряжения, возникающие в сварных соединениях при сварке. На образование трещин влияет повышенное содержание серы и фосфора. Сера увеличивает склонность металла шва к образованию горячих трещин, а фосфор — холодных. Горячие трещины возникают в процессе кристаллизации металла шва, т. е. при высоких температурах, а холодные — при относительно низких температурах (ниже 100—300°С).
Кратеры образуются при обрыве дуги в виде углублений в застывшей сварочной ванне. Место кратера должно быть заварено. При автоматической сварке шов обычно заканчивают на выводной планке, где и появляется кратер.Поры появляются вследствие того, что газы, растворенные в жидком металле, при быстром охлаждении шва не успевают выйти наружу и остаются в нем в виде пузырьков. Размер пор колеблется от нескольких микрометров до нескольких миллиметров. Обычная форма возникающих пор — сферическая. Если поры выходят на поверхность — это свищи. Причины образования пор: масло, краска, окалина, ржавчина, всякие другие загрязнения. Причиной может быть и использование сырых непросущенных электродов. Это же относится и к сырым флюсам и к примесям в защитных газах. Излишне большая скорость сварки нарушает газовую защиту сварочной ванны, что тоже ведет к появлению пор. Поры появляются и при неверном выборе сварочной проволоки, особенно в том случае, если сварка осуществляется в углекислом газе.
Включения шлака в сварочном шве. Речь идет о неметаллических включениях (несколько миллиметров) в линиях шва. Формы включений могут быть самые разные. Обычно такие включения располагаются на границе соединения основного металла с наплавленным. Причины возникновения шлаковых включений — грязь на кромках, малый сварочный ток и большая скорость сварки.
Несплавления. Это означает, что металл сварного шва не сплавился с ранее наплавленным металлом или не сплавляется с основным металлом. Причины — плохая зачистка свариваемых кромок, грязь, большая длина дуги, недостаточная сила тока, большая скорость сварки

